Een standaard voor aseptische afvulprocessen of eerder een zeldzame noodzaak?
Wat is PUPSIT?
In de afgelopen jaren is er veel discussie ontstaan over de noodzaak van pre-use/post-sterilization integrity testing (PUPSIT) voor sterilisatiefilters om beschadigingen op te sporen voordat de filters worden gebruikt. De rationale achter PUPSIT vs. een enkele post-use filtertest, is dat er een mogelijkheid zou kunnen bestaan dat een filter wel slaagt voor de post-use test, maar daarvoor wel micro-organismen zou kunnen hebben doorgelaten tijdens de steriele filtratie zelf. Dit fenomeen wordt “filter flaw masking” genoemd: dit betekent dat een beschadiging van de filter, veroorzaakt door bijvoorbeeld het steriliseren van de filter zelf, doorgang van micro-organismen toelaat, maar tijdens het filtratieproces opnieuw wordt gedicht opdat de filter de test na gebruik succesvol kan doorstaan. Om dit masking fenomeen mogelijk te maken, moet aan twee voorwaarden worden voldaan:
1) Er moet een defect aanwezig zijn in de filter, dat groot genoeg is om bacteriële penetratie toe te laten, maar klein genoeg is om verstopt te raken tijdens de filtratie;
2) Het product dat gefilterd wordt, moet dat defect in die mate kunnen blokkeren opdat de filter de test na gebruik succesvol doorstaat.
Hoewel het idee van PUPSIT theoretisch logisch te onderbouwen lijkt, zijn er ook nadelen aan verbonden, die wel eens zwaarder zouden kunnen doorwegen dan de voordelen.

Figuur 1: Voorbeelden van steriele filters (via www.merckmillipore.com)
Annex 1 over PUPSIT
In de voorgaande versie van Annex 1 (2008) staat het volgende beschreven met betrekking tot filtertesten vóór gebruik:
“113. De integriteit van de filter moet voor gebruik worden gecontroleerd, en onmiddellijk na gebruik worden bevestigd via een geschikte methode zoals een bubbelpunt, diffusive flow of pressure hold test. De tijd die nodig is om een bekend volume bulkoplossing te filtreren, en het drukverschil dat over de filter moet worden gebruikt, moeten tijdens de validatie worden bepaald, en alle significante discrepanties hiervan tijdens routine productie moeten worden gedocumenteerd en onderzocht. De resultaten van deze controles moeten worden opgenomen in de batch record. De integriteit van kritieke gas- en ontluchtingsfilters moet na gebruik worden bevestigd. De integriteit van andere filters moet worden bevestigd op gepaste tijdsstippen. “
Door deze verwoording, was het voor steriele manufacturers gemakkelijk om zich compliant te voelen met betrekking tot de vereisten van het testen vóór gebruik, namelijk door de filter offline te testen vóór gebruik en dus vóór sterilisatie. Ook in het geval van single-use filters, die worden bestraald via gamma irradiatie, konden ze zichzelf als compliant beschouwen door de certificatie van de filterleverancier over te nemen voor de testen vóór gebruik. Deze certificering covert echter geen schade die zou kunnen ontstaan tijdens het verzendingsproces, de ontvangst en opslag op de site, en de verwerking en installatie door de eindgebruiker. De recente update van Annex 1 (2022) laat echter niet veel ruimte voor interpretatie, hoewel ook wordt erkend dat het gebruik van PUPSIT niet altijd haalbaar is en dat een alternatieve aanpak in de vorm van een risicobeoordeling is toegestaan:
“8.87 De integriteit van de gesteriliseerde filter moet voor gebruik worden gecontroleerd door een integriteitstest (pre-use post-sterilisation integrity test of PUPSIT), om te controleren op beschadigingen / verlies van integriteit veroorzaakt door het voorbereiden van de filter voor gebruik. Een filter die wordt gebruikt om een vloeistof te steriliseren, moet na gebruik worden onderworpen aan een niet-destructieve integriteitstest voordat de filter uit zijn behuizing wordt gehaald. Het integriteitstestproces moet gevalideerd worden en de testresultaten moeten correleren met het microbiële retentievermogen van de filter, zoals vastgesteld tijdens de validatie. Voorbeelden van testen die gebruikt worden, zijn onder andere de bubbelpunt, diffusive flow, water intrusie en pressure hold testen. Erkend wordt wel dat PUPSIT niet altijd mogelijk is na sterilisatie vanwege procesbeperkingen (bijv. filtratie van zeer kleine volumes oplossing). In deze gevallen kan voor een alternatieve aanpak worden overwogen, op voorwaarde dat er een grondige risicobeoordeling is uitgevoerd en dat aan de eisen wordt voldaan door geschikte controles uit te voeren om eventuele risico’s van een niet-integer filtratiesysteem te beperken.”
Bovendien worden er ook verschillende punten gespecifieerd waarmee fabrikanten rekening moeten houden bij een dergelijke risicobeoordeling. Deze omvatten proceskennis, kennis van het specifieke producttype en het potentieel van het product om de filter te maskeren. Daarnaast dienen ook oa. de supply chain van de filter en het sterilisatieproces zelf in beschouwing genomen te worden.
Flaw masking studies
Om te bepalen of en onder welke omstandigheden de zogenaamde filter flow masking kan optreden, werden studies uitgevoerd. Deze studies stellen de industrie in staat om filter flaw masking beter te begrijpen, en bieden zo de kennis die nodig is om de vereiste risicobeoordelingen correct uit te voeren, zoals vermeld in de recente update van Annex 1.
In deze onderzoeken werden worst-case scenario’s gesimuleerd, waarbij cartridge filters met marginale defecten (verkregen uit filterproductielijnen), werden gemaskeerd met eiwitachtige oplossingen, om zo de filtertest na gebruik te laten slagen. Een belangrijk punt om rekening mee te houden, is dat deze omstandigheden zeldzaam zijn aangezien de meeste afgekeurde filters catastrofale defecten hebben (grote defecten waardoor het filter niet meer getest kan worden op integriteit). Bovendien kunnen marginale defecten de bacteriële doorgang potentieel nog steeds volledig blokkeren. De resultaten tonen aan dat uit 24 geteste filters – die getest werden met een concentratie vervuilende stoffen van 24g/L + een doorstroomvertraging van 90%+ – slechts 2 filters een “maskering” vertoonden (= niet geslaagd voor de test vóór gebruik en wel geslaagd voor de test na gebruik). In een andere reeks experimenten werden disc filters gebruikt met defecten die gemaakt waren door laser gaatjes van 10 µm te boren. Voor deze filters kon een geautomatiseerde integriteitstester alle beschadigde filters detecteren bij elk verstoppingsniveau tot 75%.
De data die door deze masking studies zijn verzameld, tonen duidelijk aan dat er weliswaar sprake is van een verandering in het masking gehalte, maar dat het onwaarschijnlijk is dat deze verandering optreedt onder routine omstandigheden bij de productie van geneesmiddelen. Alleen vloeistoffen met ongewoon hoge concentraties vervuilende stoffen, in combinatie met atypisch gebruik van filters (bijv. zeer lange filtratietijden), kunnen leiden tot niveaus die in de buurt komen van een verhoogd risico op maskering. Dit zal echter hoogstwaarschijnlijk ook resulteren in een buitensporig verval van het debiet, wat niet haalbaar is. Daarom zijn de beoordeling van de productkenmerken en flow decay cruciale parameters voor fabrikanten bij hun evaluatie van de behoefte aan PUPSIT.
Bacterial Challenge Test data mining studie
Het minimale risico van filter masking in de farmaceutische industrie werd ook aangetoond door een Bacterial Challenge Test (BCT) dataminingstudie. Deze studie was gebaseerd op het concept dat elke vloeistof met een potentieel voor verstopping, ook zou moeten resulteren in een verhoging van de bubbelpuntwaarde door deze overmatige verstopping van de poriën. Met andere woorden, de verhouding tussen de bubble point van de test na gebruik en de test vóór gebruik kan aangeven of er een vloeistof aanwezig is die zwakke plekken zou kunnen camoufleren.
Om dit concept naar de industrie te vertalen, gebruikten de auteurs de historische integriteitstestresultaten van meer dan 2000 filters die in BCT’s worden gebruikt om te evalueren of er een bubble punt inflatie mechanisme – en dus risico op maskering van gebreken – bestaat voor een bepaalde vloeistof- en filtercombinatie. Net als bij de flaw masking studies, zijn de resultaten van deze BCT’s het worst-case geval, aangezien de filters van sterilisatiekwaliteit (0,2 µm) worden blootgesteld aan product, plus een hoge concentratie van het bacteriële organisme, wat bijdraagt aan het verstoppen van poriën en potentiële flaw masking effect. Ook parameters zoals de duur van de filtratie, volumes en debiet werden tijdens BCT’s meestal zeer worst-case benaderd in vergelijking met het proces dat gevalideerd wordt. In parallel aan de BCT van de sterilisatiefilters wordt meestal een filter met een grotere poriegrootte (meestal 0,45 µm) als positieve controle getest om te bevestigen dat er levensvatbare en voldoende kleine bacteriën worden gebruikt die door de filter kunnen dringen. Deze filters, die ook voor en na gebruik worden getest, hebben lagere bubble punt resultaten vanwege de grotere poriën en kunnen worden beschouwd als een model voor filters met marginale gebreken. Indien de 0,45 µm filter zo vervuild raakt dat het resultaat na gebruik hoger is dan de minimale doorlaatwaarde van de sterilisatiefilter van 0,2 µm, zou maskering van gebreken een risico vormen voor deze vloeistof/filtercombinatie.
Het resultaat van de dataminingstudie toonde aan dat de gemiddelde verhouding tussende bubbelpunttest na gebruik en de bubbelpunttest vóór gebruik 1,00 ± 0,15 was, wat aangeeft dat er binnen de industrie over het algemeen geen trend is van bubbelpunt inflatie. Bij het bekijken van individuele vloeistof/filtercombinaties stelde het dataminingteam vast dat slechts een klein deel (1,5%) van de filtertestomstandigheden verhoudingen vertoonde die wijzen op een theoretisch risico op masking. Ondanks het lage percentage is het werkelijke risico waarschijnlijk nog lager, omdat de BCT’s worden uitgevoerd onder de slechtst denkbare omstandigheden en met substantiële toevoeging van bacteriën. Verder toont dit onderzoek ook aan dat de BP-ratio’s die worden waargenomen tijdens routinematige bacteriële retentietesten, een manier zijn om het risico op maskering van specifieke vloeistof/filtercombinaties te beoordelen en dus in overweging kunnen worden genomen bij het bepalen of een PUPSIT moet worden geïmplementeerd.
Risico’s van PUPSIT
Zoals eerder vermeld, is er veel discussie geweest over de implementatie van PUPSIT omdat het ook – en dit klinkt misschien controversieel – risico’s kan toevoegen aan het steriele productieproces. Het grootste nadeel van het integreren van PUPSIT in een filtratieproces is de toename in complexiteit van het proces, vooral voor redundante filtratiesystemen (zie figuur 2). Deze toegenomen complexiteit gaat gepaard met extra risico’s en nadelen waarmee rekening moet worden gehouden voordat PUPSIT wordt geïmplementeerd. De meest voorkomende nadelen zijn:
- Voor het uitvoeren van een filterintegriteitstest in lijn moet het systeem een veel hogere druk handhaven, vaak van meer dan 60 psi. Dit verhoogt het risico op steriele lekken, vooral bij het gebruik single-use apparatuur waarbij vaak zwakkere aansluitingen/kleppen worden gebruikt in vergelijking met leidingen van roestvrij staal. Ook het grotere aantal kleppen en flushing zakken/containers draagt bij aan dit verhoogde risico op lekken.
- Het bevochtigen van de filter met buffer, nodig om de test voor gebruik uit te voeren, kan leiden tot verdunning van het eindproduct; tenzij de filter wordt gedroogd of het eerste volume wordt weggegooid.
- Langere procestijden omdat er extra stappen nodig zijn zoals filterbevochtiging, drogen, en de noodzaak om aan te passen aan niet-standaard situaties zoals het opnieuw bevochtigen van het filter. Bovendien moeten alle extra beschermende beluchtingsfilters die bij PUPSIT-systemen worden geleverd, worden getest.
- De noodzaak van systeemmanipulatie (bijv. openen/sluiten van kleppen) aan de steriele kant van de filter, waardoor het PUPSIT-systeem kwetsbaarder wordt voor menselijke fouten. Hierbij dient wel opgemerkt te worden dit risico kan worden geëlimineerd door het gebruik van geautomatiseerde systemen.
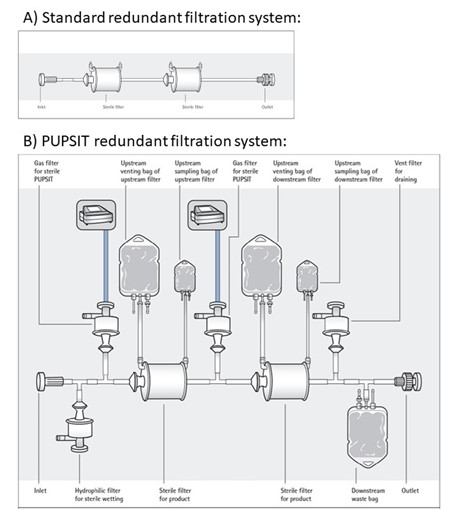
Figuur 2: Schematische overview van niet-PUPSIT systemen (A) en PUPSIT systemen (B) die de complexiteit van PUPSIT aantoont voor redundante filtraties (bron: www.pda.org)